เลือก X-ray / CT system สำหรับการทดสอบแบบไม่ทำลาย (NDT) ในงานอุตสาหกรรมอย่างไรให้เหมาะสม

การทดสอบแบบไม่ทำลาย (NDT) และการควบคุมคุณภาพ
ระบบ X-ray/CT ในอุตสาหกรรมและการตรวจสอบด้วยเอกซเรย์คอมพิวเตอร์ (CT – Computed Tomography) เป็นเครื่องมือที่ขาดไม่ได้สำหรับการ ทดสอบแบบไม่ทำลาย (NDT – non destructive testing) เพื่อการควบคุมคุณภาพในอุตสาหกรรมต่างๆ ระบบเหล่านี้สามารถให้ข้อมูลเชิงลึกเกี่ยวกับโครงสร้างภายในของวัสดุและชิ้นส่วน อีกทั้งช่วยระบุข้อบกพร่องและตรวจสอบความสมบูรณ์โดยไม่ก่อให้เกิดความเสียหาย การเลือกใช้ ระบบ X-ray หรือ CT อุตสาหกรรมที่เหมาะสม เป็นสิ่งสำคัญเพื่อให้ได้ผลลัพธ์ที่ แม่นยำ มีประสิทธิภาพและคุ้มค่าต่อการตรวจสอบ โดยในบทความนี้ จะกล่าวถึงองค์ประกอบสำคัญของระบบ X-ray / CT คุณสมบัติหลัก และผลลัพธ์ที่มีต่อคุณภาพของชิ้นงานที่ได้จากการทดสอบ
สรุปปัจจัยหลักของระบบตรวจสอบ X-ray และ CT
1. แหล่งกำเนิดรังสี (X-ray Source): ตัวปล่อยพลังงาน
1.1 หลอดกำเนิดรังสี X-ray ถือเป็นหัวใจหลักของระบบ X-ray และ CT ในอุตสาหกรรม ซึ่งในการทดสอบแบบไม่ทำลาย (non destructive testing) แต่ละงานก็จะใช้ลักษณะของแหล่งกำเนิด X-ray ที่แตกต่างกันออกไปแต่ละแบบ โดยมีทั้งหมด 4 แบบ
- หลอดกำเนิดรังสี X-ray แบบ Microfocus: เหมาะสำหรับการตรวจจับข้อบกพร่องในชิ้นงานที่มีขนาดเล็ก
- หลอดกำเนิดรังสี X-ray แบบ Nanofocus: เหมาะกับงานที่ต้องการความแม่นยำสูงเป็นพิเศษและตรวจจับจุดบกพร่องระดับไมโคร
- หลอดกำเนิดรังสี X-ray แบบ Minifocus: เหมาะสำหรับวัสดุที่มีความหนาและหนาแน่นสูงและมีโครงสร้างขนาดใหญ่
- หลอดกำเนิดรังสี X-ray แบบ Mesofocus: เหมาะสำหรับวัสดุที่มีความหนาปานกลางและงานหล่อ
1.2 แรงดันไฟฟ้า (kV), กระแสไฟฟ้า (A) และพลังงาน (W) ของหลอด X-ray
1.3 หลอด X-ray แบบส่งผ่าน (Transmission) และ แบบสะท้อน (Reflection)
2. ตัวตรวจจับ X-ray (X-ray/CT Detectors): ตัวรับภาพ
ตัวตรวจจับช่วยในการตรวจจับรังสี X-ray ที่ทะลุผ่านตัวอย่าง และแปลงเป็นสัญญาณเพื่อสร้างภาพและความเหมาะสมของระบบกับงานทดสอบแบบไม่ทำลาย (NDT)
2.1 ประเภทของตัวตรวจจับ
2.2 ระดับเฉดสีเทาของตัวตรวจจับ (Bit Depth)
3.ระยะตรวจจับโฟกัส (FDD) และระยะโฟกัสวัตถุ (FOD)
ความแม่นยำของภาพ FDD และ FOD เป็นตัวกำหนดระดับการขยายภาพ ซึ่งการปรับค่าทั้งสองให้เหมาะสมจะช่วยเพิ่มคุณภาพของการตรวจสอบได้
4. ซอฟต์แวร์ (Software): ตัวประมวลผลและวิเคราะห์
ซอฟต์แวร์ที่มาพร้อมกับระบบ X-ray/CT อุตสาหกรรม ส่งผลโดยตรงต่อประสิทธิภาพในการรับภาพ ความแม่นยำของอัลกอริธึมการสร้างภาพ ประสิทธิผลของเครื่องมือวิเคราะห์ และความสะดวกในการรายงานผล
5. เทคโนโลยี Extended CT Scanning สำหรับวัตถุขนาดใหญ่
1. แหล่งกำเนิดรังสี X-ray
แหล่งกำเนิด X-ray ถือเป็นหัวใจหลักของระบบ X-ray และ CT ในอุตสาหกรรม ซึ่งในการทดสอบชิ้นงาน (non destructive testing) แต่ละงานก็จะใช้ลักษณะของแหล่งกำเนิด X-ray ที่แตกต่างกันออกไป
1.1 หลอดกำเนิดรังสี X-ray แบบต่าง ๆ และคุณสมบัติ
หลอดกำเนิดรังสี X-ray แบบ Microfocus
หลอดรังสี X-ray แบบ Microfocus มีขนาดจุดโฟกัสคือ 1–50 ไมโครเมตร (µm) ซึ่งทำให้สามารถสร้างภาพที่มีความละเอียดสูงได้ เหมาะสำหรับการตรวจสอบข้อบกพร่องขนาดเล็กในชื้นงาน หลอดประเภทนี้ถูกออกแบบให้มีจุดโฟกัสขนาดเล็กมาก ส่งผลให้สามารถแสดงรายละเอียดภาพ X-ray และ CT ออกมาได้อย่างชัดเจน หลอด X-ray แบบ Microfocus มักถูกเลือกนำไปใช้ในงานตรวจสอบชิ้นส่วนอิเล็กทรอนิกส์ขนาดเล็ก เซมิคอนดักเตอร์ขั้นสูงและวัสดุที่ใช้ในการวิจัยและพัฒนาต่าง ๆ โดยบางรุ่นสามารถตรวจจับรายละเอียดในระดับต่ำกว่า 0.3 ไมโครเมตร (submicron level)ได้ บางระบบยังมีระบบระบายความร้อนด้วยน้ำเพื่อเพิ่มเสถียรภาพของจุดโฟกัส ทำให้ได้ผลลัพธ์ CT ที่มีความคมชัดสูงขึ้นและสามารถทำซ้ำได้ดีอีกด้วย
✔ ข้อดี:
✅ ภาพความละเอียดสูง → เหมาะสำหรับการตรวจจับข้อบกพร่องในชิ้นงานที่มีขนาดเล็ก
✅ จุดโฟกัสเล็ก → ลดการเบลอและเพิ่มความคมชัดของภาพ
✅ เหมาะสำหรับการตรวจสอบที่ต้องการรายละเอียดสูง → ใช้ในอุตสาหกรรมอิเล็กทรอนิกส์ เช่น ตัวเชื่อมต่อ (connectors), PCB (รวมถึง BGA balls และ blind via), ชิ้นส่วนเรซินขนาดเล็กหรือชิ้นส่วนอะลูมิเนียมที่มีความละเอียดสูง
❌ ข้อเสีย:
🚫 ความเข้มของรังสี X-ray ต่ำ → ไม่เหมาะสำหรับการตรวจสอบวัสดุที่มีความหนามาก
หลอดกำเนิดรังสี X-ray แบบ Nanofocus
หลอดรังสี X-ray แบบ Nanofocus เป็นเทคโนโลยีที่พัฒนาต่อยอดมาจาก Microfocus โดยมีขนาดจุดโฟกัสต่ำกว่า 1 ไมโครเมตร (µm) ทำให้สามารถสร้างภาพที่มีความละเอียดสูงเป็นพิเศษได้ หลอด X-ray ประเภทนี้สามารถมองเห็นรายละเอียดได้ถึงระดับนาโนเมตร (≥ 150 nm) ช่วยให้สามารถตรวจจับข้อบกพร่องขนาดเล็กมาก ได้อย่างแม่นยำ
✔ ข้อดี:
✅ ความละเอียดสูงพิเศษ → สามารถตรวจจับข้อบกพร่องที่มีขนาดเล็กที่สุดได้
✅ เหมาะสำหรับงานตรวจสอบในระดับไมโคร → ใช้ในการวิเคราะห์เซมิคอนดักเตอร์ การสแกน CT ความแม่นยำสูง และการตรวจสอบไมโครอิเล็กทรอนิกส์
❌ ข้อเสีย:
🚫 พลังการเจาะทะลุต่ำมาก → ไม่เหมาะสำหรับชิ้นงานที่มีความหนาแน่นสูง
🚫 ไวต่อสภาพแวดล้อมในการทำงาน → ต้องการเงื่อนไขการใช้งานที่เหมาะสมเพื่อรักษาประสิทธิภาพสูงสุดเอาไว้
หลอดกำเนิดรังสี X-ray แบบ Minifocus
หลอดรังสี X-ray แบบ Minifocus มีขนาดจุดโฟกัสคือ 50–500 ไมโครเมตร (µm) ซึ่งจะมอบความสมดุลระหว่าง ความละเอียดของภาพและพลังการเจาะทะลุ เมื่อเทียบกับหลอดแบบ Microfocus หลอด Minifocus จะให้กำลัง X-ray ที่สูงกว่า ทำให้สามารถทะลุผ่านวัสดุที่มีความหนาแน่นสูงหรือชิ้นงานขนาดใหญ่ได้ดีขึ้น แม้ว่าจะมีขนาดจุดโฟกัสที่ใหญ่กว่าหลอดแบบ Microfocus ที่ทำให้มีความละเอียดลดลงเล็กน้อย แต่พลังการเจาะทะลุที่เพิ่มขึ้นก็ตอบโจทย์สำหรับการใช้งานในชิ้นงานบางประเภท
✔ ข้อดี:
✅ พลังงาน X-ray สูงขึ้น → เหมาะสำหรับวัสดุที่มีความหนาและหนาแน่นสูง
✅ เหมาะสำหรับงานอุตสาหกรรม → ใช้ในการตรวจสอบงานเชื่อม การหล่อโลหะ และโครงสร้างขนาดใหญ่
❌ ข้อเสีย:
🚫 ความละเอียดต่ำ เมื่อเทียบกับหลอดแบบ Microfocus และ Nanofocus
🚫 ไม่เหมาะสำหรับการตรวจจับข้อบกพร่องในชิ้นงานที่มีขนาดเล็กมาก
หลอดกำเนิดรังสี X-ray แบบ Mesofocus
หลอดรังสี X-ray แบบ Mesofocus มีขนาดจุดโฟกัสคือ 50–300 ไมโครเมตร (µm) ถูกออกแบบมาเพื่อลดช่องว่างของจุดอ่อนระหว่างเทคโนโลยีแบบ Microfocus และ Minifocus โดยจะมอบความสมดุลระหว่าง กำลังในการ X-ray พลังงานสูงและความละเอียดของภาพ หลอดประเภทนี้จะผสมผสานข้อดีระหว่างความทนทานระดับพลังงานสูงกับความละเอียดเชิงพื้นที่ ผ่านการเลือกใช้ขนาดจุดโฟกัสที่สามารถเลือกได้หลากหลาย ด้วยคุณสมบัตินี้จึงทำให้หลอดรังสี X-ray แบบ Mesofocus เหมาะสำหรับสภาพแวดล้อมในอุตสาหกรรมที่มีความท้าทาย และช่วยให้การใช้งานง่ายขึ้นสำหรับผู้ใช้งานที่มีประสบการณ์น้อย
✔ ข้อดี:
✅ กำลังในการ X-ray สูงกว่า Microfocus → เหมาะสำหรับวัสดุที่มีความหนาปานกลาง
✅ ความละเอียดดีกว่า Minifocus → ให้สมดุลระหว่างรายละเอียดและพลังการเจาะทะลวงชิ้นงาน
✅ เหมาะสำหรับงานหล่อ วัสดุคอมโพสิต และชิ้นส่วนอุตสาหกรรมขนาดกลาง
❌ ข้อเสีย:
🚫 ความละเอียดต่ำกว่า Microfocus และ Nanofocus
🚫 พลังงานไม่สูงเท่ากับ Minifocus สำหรับวัสดุที่หนามาก
หลอดรังสี X-ray แบบ Multifocus
ความสามารถในการปรับให้เหมาะกับการตรวจสอบหลากหลายรูปแบบ บางอุตสาหกรรมที่มีความซับซ้อนสูง ระบบ X-ray/CT สามารถติดตั้งหลอด X-ray แบบ Multifocus เพื่อทำให้ผู้ใช้สามารถสลับไปมาระหว่างจุดโฟกัสที่มีขนาดต่างกันได้อย่างยืดหยุ่น ความสามารถในการปรับตัวนี้ ช่วยให้ผู้ใช้งานสามารถปรับให้เหมาะสมตามงานตรวจสอบที่มีความเฉพาะเจาะจงได้ เช่น เลือกจุดโฟกัสที่เล็กกว่าเพื่อต้องการความละเอียดสูง หรือเลือกจุดที่ใหญ่ขึ้นเพื่อกำลังที่เพิ่มขึ้น
การกำหนดค่าหลอดรังสี X-ray
ระบบหลอด X-ray แบบเดี่ยว (Single) กับ ระบบหลอด X-ray แบบคู่ (Dual) ที่มีความหลากหลายมากขึ้นด้วยการผสานหลอด X-ray หลายหลอดเข้าไว้ด้วยกัน
ระบบ CT ในอุตสาหกรรมขั้นสูง สามารถเลือกใช้หลอด X-ray แบบคู่ (Dual X-ray Tube System) เพื่อเพิ่มความคล่องตัวสูงสุดให้กับการทำงานได้ โดยระบบหลอด X-ray แบบคู่ (Dual) นี้สามารถรวมหลอด X-ray ประเภทต่างๆ ไว้ในเครื่องเดียวกัน เช่น หลอด Nanofocus ที่มีความละเอียดสูงควบคู่ไปกับหลอด Microfocus ที่มีกำลังสูง ด้วยการออกแบบนี้ช่วยให้ผู้ใช้งานสามารถ ปรับแต่งคุณสมบัติของแหล่งกำเนิดรังสี X-ray ให้ตรงกับความต้องการของแต่ละงานตรวจสอบ โดยไม่จำเป็นต้องใช้เครื่องมือจากหลากหลายระบบ
หลอด X-ray แบบไหนที่เหมาะสมกับงาน
- ต้องการความแม่นยำสูงพิเศษและตรวจจับจุดบกพร่องระดับไมโคร → Nanofocus
- ต้องการความละเอียดสูงสำหรับการตรวจสอบในงานอุตสาหกรรม → Microfocus
- ต้องการความสมดุลระหว่างความละเอียดและพลังทะลุทะลวงสำหรับวัสดุความหนาปานกลาง → Mesofocus
- ต้องการใช้งานอุตสาหกรรมทั่วไปกับวัสดุที่หนาและมีความหนาแน่นสูง → Minifocus
การเลือกหลอด X-ray ที่เหมาะสมช่วยให้ได้คุณภาพของภาพที่ดีที่สุด ความแม่นยำในการตรวจจับจุดบกพร่อง และประสิทธิภาพสูงสุดในการทดสอบแบบไม่ทำลาย (NDT- non destructive testing)
1.2 แรงดันไฟฟ้า (kV), กระแสไฟฟ้า (A) และพลังงาน (W) ของหลอด X-ray มีผลต่อผลลัพธ์อย่างไร
แรงดันไฟฟ้าหลอด X-ray (kV) – ควบคุมพลังการเจาะทะลุ
แรงดันไฟฟ้า (kV) คือระดับพลังงานของลำแสง X-ray ยิ่งค่า kV สูง พลังงานของ X-ray ก็สูงขึ้น ทำให้สามารถทะลุผ่านวัสดุที่หนาและหนาแน่นได้ดีขึ้น
✔ การเพิ่มค่า kV:
✅ ทะลุผ่านวัสดุได้มากขึ้น – เหมาะสำหรับวัสดุหนาและหนาแน่น เช่น โลหะ
✅ คอนทราสต์ลดลง – พลังงานสูงอาจลดการแยกแยะความแตกต่างของวัสดุ
✅ เวลาสแกนสั้นลง – เพิ่มประสิทธิภาพในการตรวจสอบงานจำนวนมาก
✔ การลดค่า kV:
✅ คอนทราสต์สูงขึ้น – เหมาะสำหรับการตรวจจับจุดบกพร่องในวัสดุทีมีขนาดบาง ไม่หนา
✅ พลังทะลุทะลวงลดลง – เหมาะสำหรับวัสดุความหนาแน่นต่ำ เช่น พลาสติกหรือคอมโพสิต
กระแสไฟฟ้าหลอด X-ray (A) – ควบคุมความสว่างของภาพและการรับแสง
กระแสไฟฟ้า (วัดเป็นมิลลิแอมแปร์, mA หรือ A) กำหนดจำนวนโฟตอนของ X-ray ที่ปล่อยออกมา กระแสไฟที่สูงขึ้นจะทำให้ภาพสว่างขึ้น แต่ไม่ได้เพิ่มพลังการเจาะทะลุวัสดุ
✔ การเพิ่มค่า mA:
✅ ภาพสว่างขึ้นและมีความเข้มข้นสูงขึ้น
✅ ช่วยเพิ่มอัตราส่วน signal-to-noise ratio (SNR) ทำให้ภาพคมชัดขึ้น
✅ เหมาะสำหรับวัสดุหนาที่ต้องการปริมาณโฟตอน X-ray มาก
✔ การลดค่า mA:
✅ ลดปริมาณรังสีที่สัมผัสกับชิ้นงานและลดความร้อนของระบบ
✅ ลดต้นทุนและยืดอายุการใช้งานของหลอด X-ray
✅ เหมาะสำหรับวัสดุที่อาจได้รับผลกระทบจากการรับรังสีมากเกินไป
พลังงานของหลอด X-ray (W) – ควบคุมระยะเวลาการรับแสงและความเร็วในการสแกน
พลังงาน (W) คำนวณจาก:
$$ \color{#2E8B57}{\text{Power (W)} = \text{Voltage (kV)} \times \text{Current (mA)}} $$
พลังงานที่สูงขึ้นทำให้การรับแสงเร็วขึ้น เพิ่มความเร็วและประสิทธิภาพในการตรวจสอบ แต่พลังงานที่สูงเกินไปอาจทำให้หลอด X-ray ร้อนเกินไปและต้องการระบบระบายความร้อน
✔ ผลกระทบของการเพิ่มพลังงาน:
✅ การถ่ายภาพเร็วขึ้นและลดเวลาสแกน
✅ เหมาะสำหรับการตรวจสอบปริมาณมาก
✅ จำเป็นสำหรับชิ้นส่วนขนาดใหญ่ที่ต้องการพลังทะลุทะลวงสูง
✔ ผลกระทบของการลดพลังงาน:
✅ ยืดอายุการใช้งานของหลอด X-ray
✅ เหมาะสำหรับการตรวจสอบรายละเอียดที่ต้องใช้เวลารับแสงนาน
✅ ลดความร้อนและความเครียดทางความร้อนของระบบ X-ray
1.3 หลอด X-ray แบบส่งผ่าน (Transmission) และ แบบสะท้อน (Reflection)
หลอด X-ray แบบส่งผ่าน (Transmission-Type)
หลอด X-ray ชนิดนี้ผลิตรังสีโดยการยิงผ่านเป้าหมายบางๆ ทำให้มีขนาดจุดโฟกัสเล็ก ส่งผลให้ภาพที่ได้มีความละเอียดสูงมาก
✔ ข้อดี:
✅ ความละเอียดสูง – เหมาะสำหรับการตรวจจับจุดบกพร่องขนาดเล็ก
✅ ขนาดจุดโฟกัสเล็ก – ทำให้ภาพคมชัดขึ้น
✅ เหมาะสำหรับการตรวจสอบที่ต้องการความแม่นยำสูง เช่น เซมิคอนดักเตอร์
❌ ข้อเสีย:
🚫 พลังทะลุทะลวงต่ำ – ไม่เหมาะกับวัสดุหนาหรือหนาแน่น
🚫 อายุการใช้งานสั้นกว่าหลอดแบบสะท้อน
หลอด X-ray แบบสะท้อน (Reflection-Type)
หลอด X-ray ชนิดนี้ผลิตรังสีโดยการสะท้อนออกจากเป้าหมายที่มีความหนา ทำให้ได้พลังงานที่สูงขึ้นและเจาะทะลุได้ดีขึ้น
✔ ข้อดี:
✅ พลังทะลุทะลวงสูง – เหมาะสำหรับวัสดุที่มีความหนาแน่นมาก
✅ อายุการใช้งานยาวนาน – ทนทานต่อการใช้งานต่อเนื่อง
✅ เหมาะสำหรับการตรวจสอบในอุตสาหกรรมหนัก
❌ ข้อเสีย:
🚫 ขนาดจุดโฟกัสใหญ่ – อาจลดความคมชัดของภาพ
🚫 ไม่เหมาะสำหรับการตรวจสอบที่ต้องการความละเอียดสูงมาก
เลือกหลอด X-ray แบบไหนดี?
- ต้องการตรวจสอบความละเอียดสูงและรายละเอียดเล็กๆ → Transmission-Type X-ray Tube
- ต้องการพลังทะลุทะลวงสูงและใช้กับชิ้นส่วนอุตสาหกรรมขนาดใหญ่ → Reflection-Type X-ray Tube
การเลือกแหล่งกำเนิดรังสีเอกซ์ที่เหมาะสมจะทำให้ได้ภาพที่มีความคมชัดมากขึ้น การตรวจจับข้อบกพร่องมีความแม่นยำมากขึ้น และประสิทธิภาพที่ดีที่สุดในการทำการทดสอบแบบไม่ทำลาย (NDT)
2. ตัวตรวจจับ X-ray (X-ray/CT Detectors)
ตัวตรวจจับในระบบ X-ray หรือ CT อุตสาหกรรมมีบทบาทสำคัญในการตรวจจับรังสี X-ray ที่ทะลุผ่านตัวอย่าง และแปลงเป็นสัญญาณเพื่อสร้างภาพ คุณภาพของตัวตรวจจับมีผลอย่างมากต่อคุณภาพของภาพ ความเร็วในการตรวจสอบ และความเหมาะสมของระบบกับงานทดสอบแบบไม่ทำลาย (NDT)
2.1 ประเภทของตัวตรวจจับ X-ray
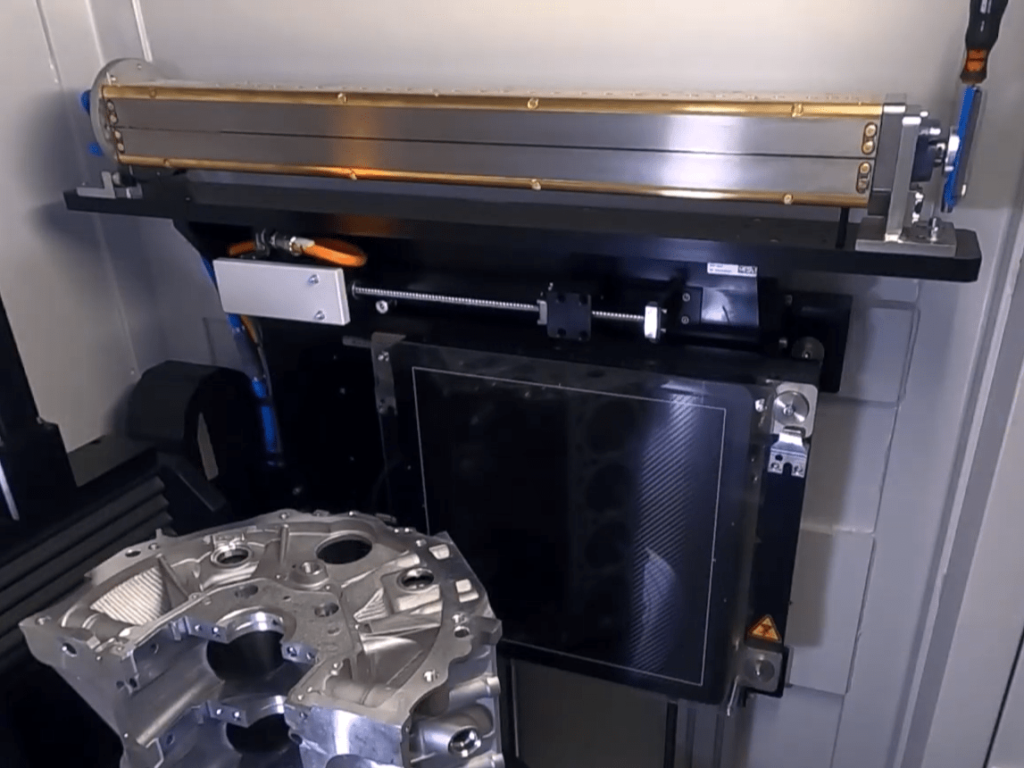
ตัวตรวจจับแบบแผงแบน (Flat Panel Detector – FPD)
Flat Panel Detector (FPD) เป็นตัวตรวจจับดิจิทัลขั้นสูงที่ให้ภาพความละเอียดสูงและช่วงไดนามิกกว้าง ในด้านความละเอียดของพิกเซลและขนาดเมทริกซ์: กำหนดรายละเอียดของภาพระยะห่างระหว่างพิกเซลที่เล็กลง (ขนาดขององค์ประกอบเซนเซอร์แต่ละชิ้น) และเมทริกซ์พิกเซลที่ใหญ่ขึ้น (จำนวนพิกเซลทั้งหมด) จะส่งผลโดยตรงกับความละเอียดที่ได้ ซึ่งช่วยเพิ่มความละเอียดของภาพทำให้สามารถจับรายละเอียดเล็ก ๆ ได้ดียิ่งขึ้น เช่น FPD บางรุ่นสามารถมีขนาดพิกเซลเล็กถึง 139 µm หรือเล็กกว่านั้น ด้านขนาดพื้นที่ทำงาน / มุมมองภาพ: รองรับการถ่ายภาพชิ้นงานขนาดใหญ่ได้. พื้นที่ใช้งานของเครื่องตรวจจับจะกำหนดขอบเขตการมองเห็น (FOV) ซึ่งก็คือขนาดของตัวอย่างที่สามารถสร้างภาพได้ในการสแกนครั้งเดียว เครื่องตรวจจับที่มีพื้นที่ใช้งานที่ใหญ่กว่าจะช่วยให้สามารถตรวจสอบชิ้นส่วนที่มีขนาดใหญ่ขึ้นหรือรับข้อมูลที่ครอบคลุมมากขึ้นในการสแกนครั้งเดียว, ซึ่งช่วยลดความจำเป็นในการสแกนหลายรอบหรือต้องปรับตำแหน่งของชิ้นงาน เช่น FPD บางรุ่นสามารถมีพื้นที่ทำงานขนาด 430 × 430 mm หรือมากกว่า
✔ ข้อดี:
✅ คุณภาพของภาพสูงและเก็บรายละเอียดได้ดีเยี่ยม
✅ ให้ผลลัพธ์เป็นดิจิทัลรวดเร็ว ลดระยะเวลาการตรวจสอบ
✅ เหมาะกับทั้งการสแกนแบบ X-ray 2D และ CT 3D
❌ ข้อเสีย:
🚫 ราคาสูงกว่าตัวตรวจจับประเภทอื่น
🚫 ขนาดไฟล์ภาพใหญ่ ต้องใช้พื้นที่จัดเก็บและพลังประมวลผลสูง
ตัวขยายภาพ X-ray (Image Intensifier – II)
ตัวขยายภาพ X-ray ใช้ระบบสุญญากาศเพื่อเพิ่มความเข้มของรังสี X-ray ให้กลายเป็นแสงที่ตามองเห็น และถูกจับภาพโดยกล้องถ่ายภาพ เทคโนโลยีนี้เคยแพร่หลายมากแต่ในปัจจุบันเริ่มถูกแทนที่ด้วย FPD เนื่องจากข้อจำกัดด้านคุณภาพของภาพ
✔ ข้อดี:
✅ ต้นทุนต่ำกว่า FPD
✅ ประมวลผลภาพได้เร็วกว่าระบบ CR
❌ ข้อเสีย:
🚫 ความละเอียดของภาพต่ำ และอาจเกิดความบิดเบือนที่ขอบภาพ
🚫 มีขนาดใหญ่เทอะทะ และต้องการการบำรุงรักษาสม่ำเสมอ
เครื่องเอกซเรย์ระบบถ่ายภาพรังสีคอมพิวเตอร์ (Computed Radiography – CR System)
Computed Radiography (CR) ใช้แผ่นรับภาพที่เคลือบสารเรืองแสง (Phosphor Imaging Plate) แทนฟิล์มเอกซเรย์แบบดั้งเดิม หลังจากที่รังสี X-ray ตกกระทบลงบนแผ่นรับภาพ จะต้องนำไปสแกนเพื่อแปลงเป็นสัญญาณดิจิทัล เทคโนโลยีนี้มีราคาถูกกว่า FPD แต่มีความละเอียดต่ำกว่าและใช้เวลาในการประมวลผลนานกว่า
✔ ข้อดี:
✅ ราคาถูกกว่า FPD
✅แผ่นรับภาพสามารถนำกลับมาใช้ใหม่ได้ และพกพาสะดวก
❌ ข้อเสีย:
🚫 ใช้เวลาประมวลผลนานกว่าตัวตรวจจับดิจิทัล
🚫 ความละเอียดต่ำกว่าและช่วงไดนามิกแคบกว่า FPD

ตัวตรวจจับแบบเส้น (Line Detector Array – LDA)
LDA ประกอบด้วยองค์ประกอบการตรวจจับที่จัดเรียงเป็นเส้นตรง เครื่องตรวจจับเหล่านี้มีประสิทธิภาพเฉพาะตัวที่พลังงานรังสีเอกซ์สูง และสามารถให้ค่าSignal-to-Noise Ratio ที่ยอดเยี่ยมเหมาะสำหรับการตรวจสอบชิ้นส่วนขนาดใหญ่และวัสดุที่มีความหนาแน่นสูง ระบบ CT ที่ใช้ LDA มักใช้เทคนิค Fan-Beam CT โดยยิงลำแสง X-ray ในรูปแบบพัดลมผ่านชิ้นงาน. ความละเอียดของพิกเซลและจำนวนพิกเซล: กำหนดความละเอียดในมิติเดียว เช่นเดียวกับ FPD ขนาดพิกเซลและจำนวนพิกเซลในแถวเดียวของ LDA มีผลโดยตรงต่อความสามารถในการจับภาพรายละเอียดของงาน ความยาวเชิงเส้นของตัวตรวจจับ: กำหนดขอบเขตของภาพในแนวเส้น โดยความยาวของตัวตรวจจับมีผลต่อขอบเขตของภาพที่สามารถจับได้ในแนวเส้น กลไกการสแกน: การสร้างข้อมูล 3D การจะใช้ LDA เพื่อสร้างภาพ CT 3D จำเป็นต้องมีการเคลื่อนที่ของชิ้นงานหรือการหมุนของตัวตรวจจับเอง
✔ ข้อดี:
✅ เหมาะสำหรับการสแกนวัตถุที่มีความยาว
✅ สามารถใช้พลังงาน X-ray สูงได้ดี เหมาะกับวัสดุหนา
❌ ข้อเสีย:
🚫 ต้องใช้การเคลื่อนที่เพื่อจับภาพทั้งชิ้น
🚫 ใช้เวลานานกว่าระบบ FPD ในการสร้างภาพ
ระบบตรวจจับแบบผสมผสาน (Combination Detector Systems)
ความยืดหยุ่นสูงสุดสำหรับการตรวจสอบที่หลากหลาย ระบบ CT อุตสาหกรรมที่มีประสิทธิภาพสูงบางรุ่นมีข้อได้เปรียบในการรวม Flat Panel Detector (FPD) และ Line Detector Array (LDA) ไว้ในเครื่องเดียว ทำให้ผู้ใช้สามารถเลือกตัวตรวจจับที่เหมาะสมที่สุดสำหรับงานตรวจสอบที่หลากหลายได้อย่างยืดหยุ่น โดยผู้ใช้สามารถใช้ประโยชน์จากความเร็วสูงและความยืดหยุ่นของ FPD สำหรับงานบางประเภท ในขณะเดียวกันก็สามารถใช้ LDA ซึ่งมีประสิทธิภาพสูงในการใช้พลังงาน X-ray สำหรับงานอื่นๆ ได้ การสลับระหว่างตัวตรวจจับทั้งสองประเภทสามารถทำได้อย่างราบรื่นผ่านซอฟต์แวร์ที่รวมอยู่ในระบบ
เลือกตัวตรวจจับอย่างไรดี?
- สำหรับการถ่ายภาพ X-ray 2D และการสแกน CT ที่รวดเร็วเพื่อลดเวลาในการตรวจสอบ → FPD
- สำหรับภาพที่มีคุณภาพสูงและมีสัญญาณรบกวนน้อย โดยเฉพาะในวัตถุที่มีขนาดใหญ่หรือหนา → LDA
2.2 ความแตกต่างของระดับเฉดสีเทาของตัวตรวจจับ
ความลึกของบิต (Bit Depth) ในตัวตรวจจับ X-ray เป็นตัวกำหนดจำนวนระดับของเฉดสีเทาที่สามารถจับภาพได้
ตัวตรวจจับ 14 บิต: สามารถจับได้ 16,384 ระดับ (2¹⁴)
ตัวตรวจจับ 16 บิต: สามารถจับได้ 65,536 ระดับ (2¹⁶)
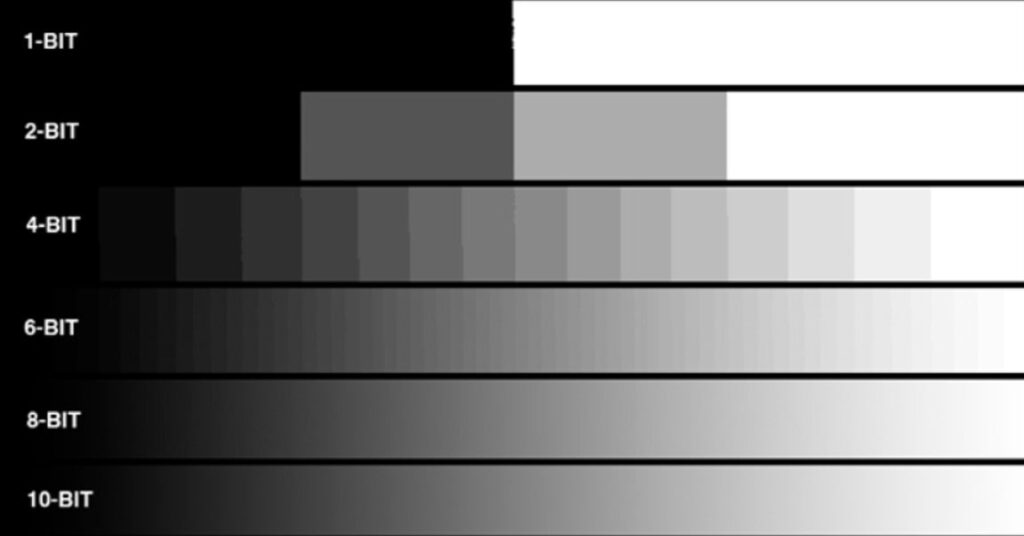
ซึ่งหมายความว่าตัวตรวจจับ 16 บิตจะให้ระดับสีเทาเพิ่มขึ้นสี่เท่าเมื่อเทียบกับตัวตรวจจับ 14 บิต ส่งผลให้
✅ ความละเอียดคอนทราสต์สูงขึ้น – ช่วยตรวจจับความแตกต่างเล็กน้อยในความหนาแน่นของวัสดุและข้อบกพร่องเล็ก ๆ น้อย ๆได้
✅ คุณภาพของภาพดีขึ้น – เพิ่มความคมชัด ให้ภาพที่คมชัดขึ้น โดยเฉพาะในการตรวจสอบที่ต้องการความแม่นยำสูง
✅ ให้ข้อมูลที่ดีกว่าสำหรับการประมวลผลภาพ – มีประโยชน์สำหรับการวิเคราะห์ขั้นสูง เช่น การสร้างภาพ CT และการตรวจจับข้อบกพร่องต่าง ๆ
อย่างไรก็ตาม ตัวตรวจจับ 16 บิตโดยทั่วไปต้องการพลังการประมวลผลข้อมูลสูงขึ้น และอาจทำให้ขนาดไฟล์ของภาพใหญ่ขึ้น
3. ระยะตรวจจับโฟกัส (FDD) และระยะโฟกัสวัตถุ (FOD)
ในการตรวจสอบด้วย X-ray หรือ CT การขยายภาพ (Magnification) เป็นปัจจัยสำคัญที่ส่งผลต่อการมองเห็นตำหนิ ความละเอียด และความแม่นยำของภาพ FDD และ FOD เป็นตัวกำหนดระดับการขยายภาพ ซึ่งการปรับค่าทั้งสองให้เหมาะสมจะช่วยเพิ่มคุณภาพของการตรวจสอบได้
FDD และ FOD ส่งผลต่อการขยายภาพอย่างไร
สูตรคำนวณอัตราการขยายภาพ (M):
$$ \color{#2E8B57}{M = \frac{FDD}{FOD}} $$
โดยที่:
M = อัตราขยายของภาพ
FDD (Focus Detector Distance) = ระยะจากแหล่งกำเนิด X-ray ไปยังตัวตรวจจับ
FOD (Focus Object Distance) = ระยะจากแหล่งกำเนิด X-ray ไปยังวัตถุ
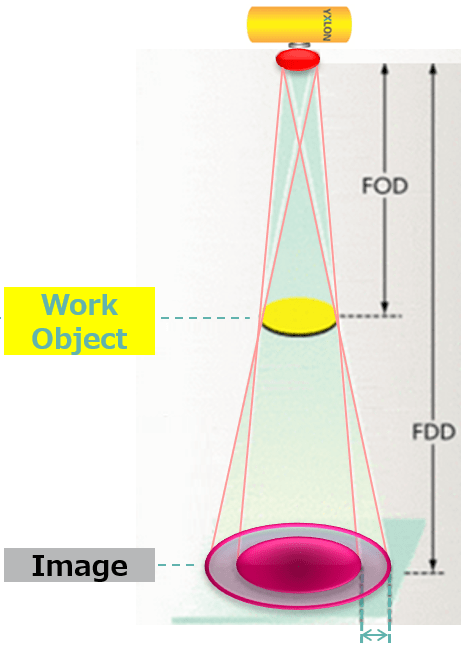
สมการนี้แสดงให้เห็นว่ากำลังขยายจะเพิ่มขึ้นเมื่อ FOD ลดลง หรือเมื่อ FDD เพิ่มขึ้น
✔ การขยายภาพสูง (FOD เล็ก, FDD ใหญ่)
✅ เพิ่มการมองเห็นรายละเอียดเล็กๆ
✅ ช่วยให้สามารถตรวจจับตำหนิในวัตถุขนาดเล็กได้ดีขึ้น
✅ เหมาะสำหรับการถ่ายภาพ X-ray ที่ต้องใช้ความละเอียดสูง เช่น Microfocus
❌ ข้อเสียที่อาจเกิดขึ้น:
🚫 อาจทำให้เกิดความบิดเบือนของภาพและความไม่คมชัดเชิงเรขาคณิต
🚫 อาจลดขนาดของ Field of View (FOV) ทำให้ขอบเขตการตรวจสอบแคบลง
✔ การขยายภาพต่ำ (FOD ใหญ่, FDD เล็ก)
✅ ให้ขนาดวัตถุที่ใกล้เคียงกับของจริงมากขึ้น
✅ ลดการบิดเบือนเชิงเรขาคณิตของภาพ
✅ เหมาะสำหรับวัตถุขนาดใหญ่และการวัดขนาดที่ต้องการความแม่นยำ
❌ ข้อเสียที่อาจเกิดขึ้น:
🚫 อาจทำให้ข้อผิดพลาดขนาดเล็กมองเห็นได้ยากขึ้นเนื่องจากความละเอียดลดลง
🚫 รายละเอียดของโครงสร้างเล็ก ๆ อาจเห็นไม่คมชัดเท่ากับการขยายภาพสูง
การปรับกำลังขยายที่ใช้งานได้จริง
| เพิ่มอัตรากำลังขยายภาพ | ลดอัตรากำลังขยายภาพ | |
| FDD (Focus Detector Distance) | ขยับตัวตรวจจับออกห่างจากแหล่งกำเนิดรังสี | ขยับตัวตรวจจับให้เข้าใกล้แหล่งกำเนิดรังสี |
| FOD (Focus Object Distance) | ขยับวัตถุให้เข้าใกล้แหล่งกำเนิดรังสี | ขยับวัตถุให้อยู่ห่างจากแหล่งกำเนิดรังสี |
✔ วิธีขยายภาพให้ได้ประสิทธิภาพสูงสุด: วางวัตถุให้ใกล้กับแหล่งกำเนิดรังสีเอกซ์มากขึ้น (FOD ขนาดเล็ก) เลื่อนเครื่องตรวจจับให้ห่างจากแหล่งกำเนิดรังสีเอกซ์มากขึ้น (FDD ขนาดใหญ่)
✔ วิธีลดการขยายภาพให้เหลือน้อยที่สุด (เพื่อให้ได้ภาพที่มีขนาดตามจริง): ย้ายวัตถุให้ไกลจากแหล่งกำเนิดรังสีเอกซ์ (FOD ขนาดใหญ่) วางเครื่องตรวจจับให้ใกล้กับแหล่งกำเนิดรังสีเอกซ์มากขึ้น (FDD ขนาดเล็ก)
ควรเลือกอุปกรณ์ X-ray CT Inspection แบบใด?
- อุปกรณ์ X-ray ควรมีพื้นที่ภายในตู้ที่กว้างพอเพื่อรองรับการตั้งค่าระยะ FDD ที่เหมาะสมสำหรับการวิเคราะห์ขยายกำลังขยายของพื้นที่เล็กและต้องสามารถรองรับการตั้งค่าระยะทาง FOD และ FDD ได้ เพื่อให้สามารถปรับกำลังขยายได้ตามต้องการ
4. ซอฟต์แวร์: ปัจจัยที่ช่วยวิเคราะห์และตรวจสอบประสิทธิภาพการทำงาน
ซอฟต์แวร์ที่มาพร้อมกับระบบ X-ray/CT อุตสาหกรรมเป็นองค์ประกอบที่มีความสำคัญอย่างยิ่ง เนื่องจากส่งผลโดยตรงต่อประสิทธิภาพในการรับภาพ ความแม่นยำของอัลกอริธึมการสร้างภาพ ประสิทธิผลของเครื่องมือวิเคราะห์ และความสะดวกในการรายงานผล ฟีเจอร์สำคัญของซอฟต์แวร์ ได้แก่ ฟิลเตอร์ปรับปรุงภาพ อัลกอริธึมลดอาร์ติแฟกต์ และความสามารถในการสร้างกระบวนการตรวจสอบอัตโนมัติ ฟังก์ชันเหล่านี้มีบทบาทสำคัญในการเพิ่มขีดความสามารถของระบบ X-ray CT และช่วยให้สามารถดึงข้อมูลได้อย่างเต็มประสิทธิภาพ
การปรับปรุงภาพและการลดสัญญาณรบกวน
ภาพ X-ray มักมีสัญญาณรบกวน (Noise) เงาสะท้อน (Scatter) และส่วนที่มีคอนทราสต์ต่ำ ซึ่งทำให้การตรวจจับข้อบกพร่องเป็นไปได้ยาก ซอฟต์แวร์สามารถใช้เทคนิคต่างๆ เพื่อช่วยปรับปรุงคุณภาพของภาพได้
✔ ฟีเจอร์หลักของซอฟต์แวร์:
Noise Reduction Filters → ลดสัญญาณรบกวนเพื่อให้ภาพคมชัดขึ้น
Contrast Adjustment → ปรับคอนทราสต์เพื่อให้เห็นข้อบกพร่องที่ซ่อนอยู่
Edge Enhancement → เพิ่มความคมชัดของขอบวัตถุ เพื่อให้เห็นรอยแตกร้าวเล็กๆ ได้ชัดเจน
✔ ผลกระทบต่อการตรวจสอบ:
✅ เพิ่มการมองเห็นของข้อบกพร่อง เช่น รอยแตก รูพรุน และการแทรกซึมของวัสดุ
✅ ลดสิ่งรบกวน (Artifacts) ที่อาจนำไปสู่การตรวจจับที่ผิดพลาดหรือการตีความผิด
ควรเลือกซอฟต์แวร์แบบไหนสำหรับระบบ X-ray CT?
- ดูที่ฟีเจอร์ของซอฟต์แวร์ เช่น ฟิลเตอร์ปรับแก้ภาพ สามารถสร้างความแตกต่างอย่างมากต่อคุณภาพของผลลัพธ์ที่ได้รับ
- ขึ้นอยู่กับความต้องการของการตรวจสอบนั้น ๆ ฟังก์ชันเพิ่มเติมต่าง ๆ เช่น ความสามารถในการตรวจสอบอัตโนมัติ สามารถช่วยเพิ่มประสิทธิภาพในการทำงานและปรับปรุงกระบวนการตรวจสอบให้รวดเร็วยิ่งขึ้นได้
5. เทคโนโลยี Extended CT Scanning สำหรับวัตถุขนาดใหญ่
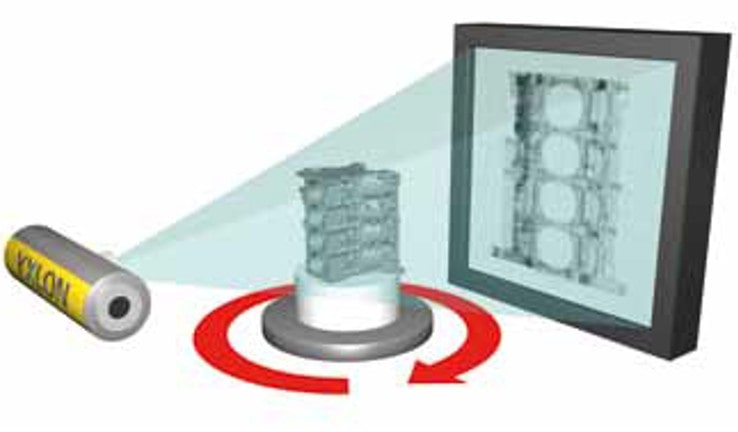
5.1 Extended CT Scanning คืออะไร?
การสแกน CT แบบมาตรฐานอาจถูกจำกัดด้วยขนาดของขอบเขตการมองเห็น (FOV) ของเครื่องตรวจจับและระยะการเคลื่อนไหวทางกายภาพของวัตถุหรือเครื่องตรวจจับ ซึ่งการสแกน CT แบบขยายช่วยเอาชนะข้อจำกัดเหล่านี้ได้ ด้วยการใช้เทคนิคต่าง ๆ เช่น การสแกนหลายภาพและรวมเข้าด้วยกัน (Image Stitching) หรือการควบคุมการเคลื่อนไหวที่เพิ่มขึ้นเพื่อขยายพื้นที่การสแกนและปรับปรุงความละเอียดของภาพ
5.2 ประเภทของ Extended CT Scanning
✅ Helical Scan (Spiral Scan)
วัตถุจะเคลื่อนที่ผ่านลำแสงเอกซเรย์อย่างต่อเนื่องในขณะที่หมุน คล้ายกับการสแกน CT ทางการแพทย์ ขจัดสิ่งแปลกปลอมที่เกิดจากการสแกนแบบขั้นตอนใน CT ทั่วไป ผลลัพธ์: สร้างภาพ 3 มิติที่ไร้รอยต่อและมีความละเอียดสูง โดยมีข้อผิดพลาดน้อยลง เหมาะสำหรับ: ชิ้นส่วนทรงกระบอกยาว เช่น ชิ้นส่วนการบิน การหล่อโลหะ และท่อ
✅ Offset Scan (Extended Field of View – eFOV CT)
เมื่อวัตถุมีขนาดใหญ่กว่า FOV ของตัวตรวจจับ ระบบ CT จะจับภาพเป็นหลาย ๆ ภาพและรวมภาพเหล่านั้นเป็นภาพเดียว วิธีการนี้ขยายเส้นผ่านศูนย์กลางการสแกนที่มีประสิทธิภาพโดยไม่ลดความละเอียด ผลลัพธ์: สามารถตรวจสอบชิ้นส่วนขนาดใหญ่ที่ไม่พอดีกับพื้นที่การสแกนมาตรฐานได้ เหมาะสำหรับ: ชิ้นส่วนพลาสติกขนาดใหญ่ ชิ้นส่วนยานยนต์ และโครงสร้างอากาศยาน
Extended CT เหมาะกับใคร?
- หากคุณต้องการสร้างภาพแบบไร้รอยต่อสำหรับวัตถุทรงกระบอกยาว → ใช้ Helical Scan
- หากคุณต้องการใช้สำหรับตรวจสอบวัตถุขนาดใหญ่และซับซ้อน → ใช้ Offset Scan
สรุปสาระสำคัญ
ข้อควรพิจรณาหลักในการเลือกใช้ระบบ X-ray / CT System ในอุตสาหกรรม
กำลังของรังสี x-ray ที่เหมาะสมกับวัสดุและขนาด: โดยความหนาแน่นและขนาดทางกายภาพของวัตถุที่ต้องการตรวจสอบถือเป็นปัจจัยหลัก โดยวัตถุที่มีความหนาแน่นและมีขนาดใหญ่ขึ้นจำเป็นต้องใช้แรงดันไฟฟ้าของหลอดรังสีเอกซ์ (kV) ที่สูงขึ้นและกำลังที่อาจสูงขึ้น (W) จากแหล่งกำเนิดเพื่อให้มีกำลังในการเจาะทะลุผ่านวัสดุได้เพียงพอ นอกจากนี้ วัตถุที่มีขนาดใหญ่ขึ้นอาจต้องใช้เครื่องตรวจจับที่มีพื้นที่ใช้งานที่กว้างขึ้น เพื่อจับภาพวัตถุทั้งหมดในการสแกนครั้งเดียว หรือต้องมีความสามารถในการสแกนด้วยระยะการมองเห็นที่ขยายออกไป (FOV)
ความละเอียดที่ต้องการและการตรวจจับรายละเอียดขนาดเล็ก: สำหรับการใช้งานที่ต้องการตรวจจับรายละเอียดที่ละเอียดมาก เช่น รอยร้าวขนาดเล็ก (Microcracks), ช่องว่างขนาดจิ๋วในวงจรอิเล็กทรอนิกส์, หรือ ความแตกต่างของวัสดุที่ละเอียดอ่อน จำเป็นต้องเลือก แหล่งกำเนิด X-ray ที่มี ขนาดจุดโฟกัสเล็ก (เช่น Microfocus หรือ Nanofocus) และ ตัวตรวจจับ (Detector) ที่มี ขนาดพิกเซลเล็ก ดังนั้นระดับของรายละเอียดที่สามารถตรวจจับได้จะส่งผลโดยตรงต่อ สเปคของทั้งแหล่งกำเนิด X-ray และตัวตรวจจับ ดังนั้น การเลือกอุปกรณ์ที่เหมาะสมจะช่วยเพิ่ม ประสิทธิภาพในการตรวจจับตำหนิที่เล็กที่สุด ได้อย่างแม่นยำ
การพิจารณาระยะห่างระหว่างโฟกัสกับตัวตรวจจับ (FDD) และระยะห่างระหว่างโฟกัสกับวัตถุ (FOD): เมื่อต้องตรวจสอบด้วยกำลังขยายสูง จำเป็นต้องเลือกระบบตรวจสอบด้วยรังสีเอกซ์ที่สามารถลด FOD และขยาย FDD ได้ ในทางกลับกัน เมื่อตรวจสอบพื้นที่กว้างด้วยกำลังขยายต่ำ อุปกรณ์ที่มีระยะมองเห็นกว้างที่สามารถขยาย FOD และลด FDD ได้จึงเหมาะสม การเลือกอุปกรณ์ที่ตรงกับขนาดของวัตถุและวัตถุประสงค์ในการตรวจสอบ จะทำให้สามารถปรับปรุงความแม่นยำและประสิทธิภาพของการตรวจจับข้อบกพร่องได้
ซอฟต์แวร์มีบทบาทสำคัญต่อความแม่นยำในการวิเคราะห์และความสามารถในการตรวจจับข้อผิดพลาด: ฟีเจอร์หลักของซอฟต์แวร์ ได้แก่ ตัวกรองลดสัญญาณรบกวน (Noise Reduction Filters), การปรับคอนทราสต์ (Contrast Adjustment), และการเพิ่มความคมชัดของขอบภาพ (Edge Enhancement) ซึ่งช่วยเพิ่มความชัดเจนของตำหนิได้อย่างมาก ส่งผลให้สามารถตรวจจับ รอยแตกร้าวขนาดเล็ก (Microcracks) และช่องว่างภายใน (Voids) ได้แม่นยำยิ่งขึ้น ส่งผลให้การตรวจจับรอยร้าวขนาดเล็กและโพรงมีความแม่นยำสูงขึ้นและมีการตรวจจับที่ผิดพลาดลดลง ดังนั้น การเลือกใช้ซอฟต์แวร์ที่เหมาะสมจึงเป็นสิ่งสำคัญเพื่อให้ได้ผลการตรวจสอบที่มีคุณภาพสูง
เทคโนโลยีการสแกน CT แบบขยาย (Extended CT Scanning Technology): เทคโนโลยีการสแกน CT แบบขยายช่วย ลดความจำเป็นในการสแกนหลายส่วนของวัตถุขนาดใหญ่ ตามวิธีการสแกน CT แบบเดิม โดยอาศัยการ หมุนและเคลื่อนที่ของวัตถุอย่างต่อเนื่อง ทำให้สามารถ ขยายขอบเขตของมุมมอง (Field of View – FOV) ได้อย่างมาก เกินกว่าขนาดของตัวตรวจจับ (Detector) ในการสแกน CT เพียงครั้งเดียว ความสามารถขั้นสูงนี้ช่วย ลดเวลาในการตรวจสอบโดยรวมและไม่ถูกจำกัดด้วยขนาดของตัวตรวจจับ ซึ่งเป็นประโยชน์อย่างยิ่งในการ ตรวจสอบวัตถุขนาดใหญ่ในอุตสาหกรรม CT เช่น ชิ้นส่วนหล่อขนาดใหญ่ (Large Castings), ชิ้นส่วนยานยนต์ (Automotive Parts), และส่วนประกอบในอุตสาหกรรมการบินและอวกาศ (Aerospace Components)
การเลือก ระบบ X-ray/CT สำหรับงานอุตสาหกรรมเป็นการลงทุนที่สำคัญ ซึ่งจำเป็นต้องมีความเข้าใจอย่างถี่ถ้วนเกี่ยวกับข้อกำหนดของการทดสอบแบบไม่ทำลาย (NDT) และความสามารถของส่วนประกอบหลักต่าง ๆ ของระบบ โดยพิจารณาจากประเภท ข้อกำหนด และปัจจัยต่าง ๆ ตามที่กล่าวไว้ในคู่มือนี้อย่างรอบคอบ ท่านจะสามารถตัดสินใจได้อย่างมีข้อมูลครบถ้วน และลงทุนในระบบที่สามารถตอบสนองความต้องการด้านการควบคุมคุณภาพและการทดสอบแบบไม่ทำลาย (NDT) ทั้งในปัจจุบันและอนาคตได้อย่างมีประสิทธิภาพ กลุ่มผลิตภัณฑ์ที่บริษัทเรามีจำหน่ายอยู่นั้นมีความครอบคลุมระบบทุกประเภทที่ได้กล่าวมาในบทความนี้ ดังนั้นเราสามารถให้คำปรึกษาเกี่ยวกับระบบ NDT ที่เหมาะสมกับลูกค้าทุกท่านได้โดยไม่มีการเน้นย้ำผลิตภัณฑ์ใดเป็นพิเศษ นอกจากนี้ เรายังสามารถทำการตรวจสอบตัวอย่างด้วยระบบต่าง ๆ เพื่อช่วยให้คุณสามารถตัดสินใจเลือกระบบที่เหมาะสมได้ดียิ่งขึ้น
ที่มาของภาพ: Comet Yxlon
ติดต่อเรา
หากคุณกำลังมองหาผลิตภัณฑ์ทดสอบแบบไม่ทำลาย (NDT) ที่มีประสิทธิภาพและเหมาะสมสำหรับธุรกิจของคุณ โปรดติดต่อเราเพื่อขอข้อมูลเพิ่มเติม
ข้อมูลเพิ่มเติมเกี่ยวกับ:

เครื่อง X-Ray สำหรับงานอุตสหกรรม หรือ อุปกรณ์ตรวจสอบ CT X-Ray